honlama işlemi
HONLAMA İŞLEMİ
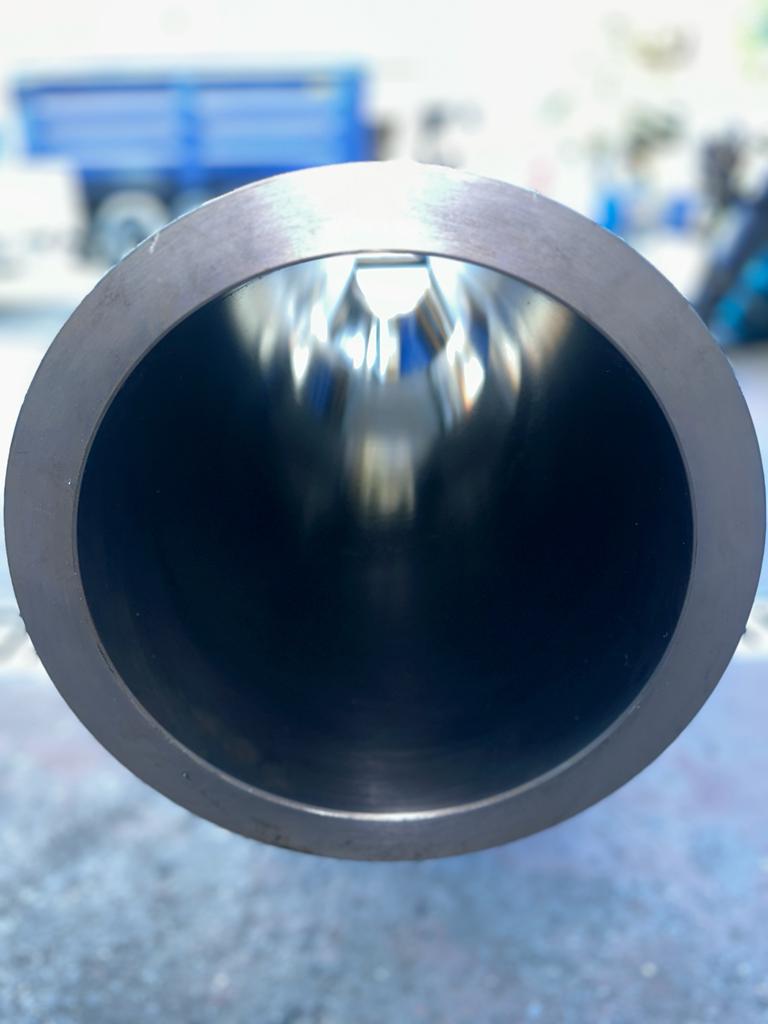
Honlama, aşındırıcı taneciklerden meydana gelen taşların takılı olduğu bir başlığın silindir yüzeyine teması sonucu gerçekleşir. Honlama başlığı düşük hızda ileri geri hareket ederek ve dönerek yüzeyden talaş kaldırır. İşlem sonucu düşük yüzey pürüzlülüğü ve ölçü tamlığı sağlanır.
Hassasiyetin Simgesi Honlama İşlemi
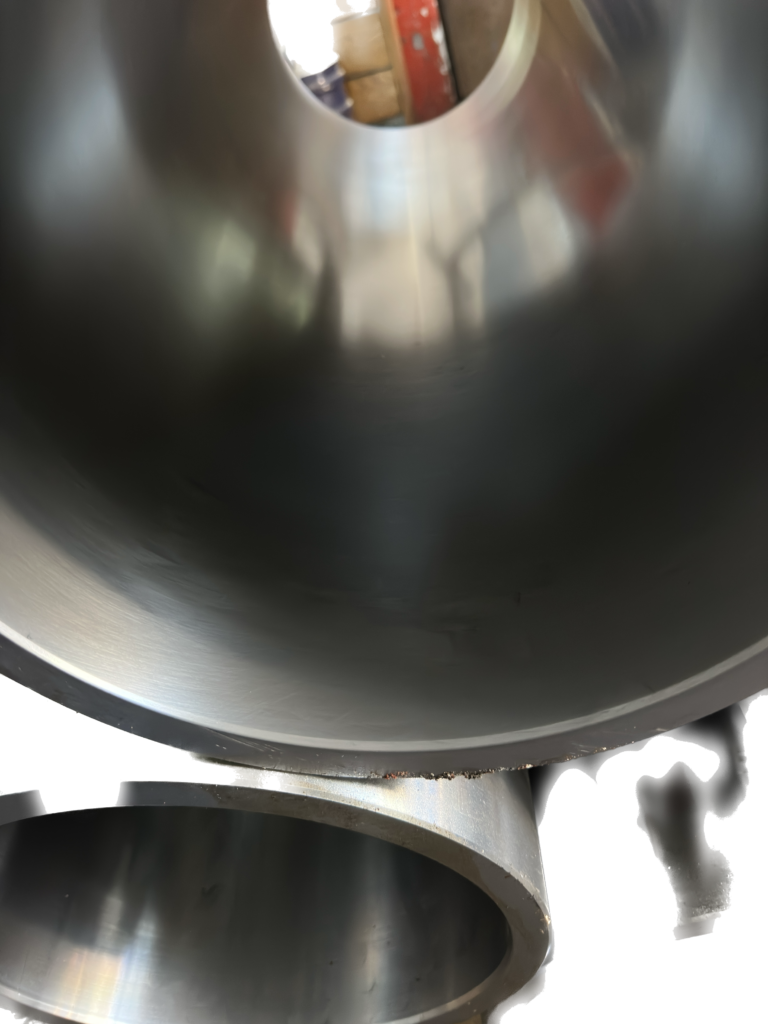
İyi honlanmış bir yüzey honlama sonrası ortaya çıkan çapraz çizgilerin açısına bakarak tespit edilir. İyi bir honlama yüzeyinde ki çapraz çizgilerin açısı 20-45derece arasında olmalıdır.
Honlama esnasında soğutma olarak kükürtlü veya gaz karışımlı ince madeni yağlar kullanılır.
Günümüzde honlama tekniğinin kullanımı işlem süresinin uzunluğu ve yüksek maliyetler nedeni ile git gide azalmaktadır. Artık Honlama birçok sektörde yerini çok daha pratik ve az maliyetli olan ve daha iyi sonuçlar sağlayan Ezerek Parlatma teknolojisine bırakmaktadır.
Honlama Kapasitemiz
ø50mm – ø750mm arası 5000mm boya kadar.
Yüzeydeki İnce Nüanslar Honlama İle Kaliteyi Yakalayın
HONLAMA, Silindir yüzeylerinin, segmanların çalışabilmesi ve yağ filminin oluşabilmesi için hassas yüzey elde eden aşındırıcı bir işlemdir. Honlama işlemi sonrası ortaya çıkan yüzey pürüzsüzlüğü, motor ömrünü belirleyen en önemli faktördür.